



電鍍 VS 歐姆氏定律
(刊登於香港表面處理學會第55期會訊)
我們從事電鍍行業都知道整流器在大部份的電鍍工藝中是一個基本設備。但是,很多的從業員都是化工的專家,對整流器的電學常識並不熟識,所以筆者想在這裡與大家談談電鍍整流器和歐姆氏定律與電鍍的關係。
A. 整流器的分類
1.(SCR)可控硅整流
它從70年代開始沿用之今,它應用的頻率是工頻(即50Hz赫芝),體積和重量比較龐大,佔地面積也比較多,因用工頻關係,從AC轉DC時,工作效率比較低。現時,已較少廠家選用這類整流器。
2. 開關式整電源
在90年代開始,開關式電源主要應用於電腦行業,它主要優點是效率高,體積細,重量輕,佔空間很少。這些優點,使它慢慢從電腦行業擴展至電鍍行業。在早期,因開關電源輸出功率比較小,所以主要應用於線路板行業內的鍍銅工藝。
B. 歐姆氏定律(Ohm’s Law)
這條定律,很多電鍍從業員都在中學時代曾經接觸,但往後卻因很少接觸這方面的電學而漸漸生疏,忽略了這條非常重要的定律。在電鍍工藝中有很多技術問題,當中除了化學反應外,有絕大部份都與這條定律有關。先看看以下歐姆氏定律:
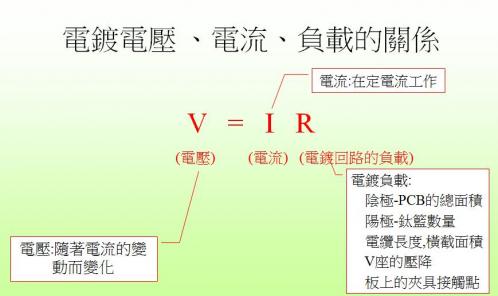
B1. V=IR , 電鍍電壓 = 電鍍電流 x 負載
回路上的負載,它包括了:
i) 陰極(工件)總面積
ii) 陽極(鈦量)總數量
iii) 電纜內阻
v) 夾具接觸點的內阻
iv) 鍍液內阻
圖一
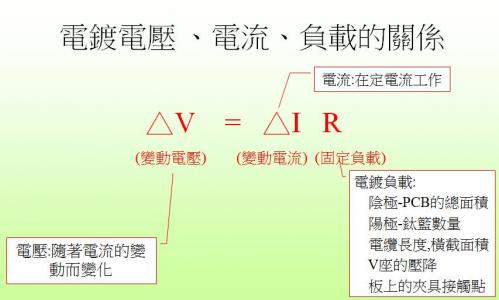
B2. 再看這個歐姆氏定律: ,變動電壓 = 變動電流 X固定負載
整流器的(變動電壓)一定要非常小。而就是輸出電壓的紋波(Ripple)。若選擇了一個極低紋波的整流器,就能夠保證一個極穩定的電鍍電流,使電鍍質量有保證。所以,要選擇一個好的整流器就要選一個紋波低於1%的。
圖二
C. CC定電流電鍍模式
定電流即輸出電流是固定的,但電壓會隨著負載R的改變而變動。所以當負載R變高,直到整流器達到最高額定輸出電壓時,輸出電壓就會停止上升。這時如果負載R繼續上升的話,輸出電流會反之下跌。這個都是同()有關。
定電流電鍍模式主要應用於線路板行業,因為他們的電鍍規模比較大,絕大部份都是採用自動化設備,而使用CC模式對自動化設備是比較方便的。
D. CV定電壓電鍍模式
定電壓即輸出電壓是固定,但電流是會隨著負載R的改變而變動。同樣道理,當負載R上升,整流器的額定輸出電流達到最高點時,電流就會停止上升。定電壓模式主要應用於:
D1. 滾鍍
因工件在滾桶內滾動,它與陽極距離不停在變化(即負載R不停改變),電流會因應負載R來改變,這難免會有燒點現象。
D2. 手動式掛鍍
因為在同一個鍍槽上,工件掛具都是逐一接上,意思說,負載R是由鍍槽內的掛具數量決定;這時適宜調節電壓達到所需的電流。
E. 怎樣調較整流器
一般整流器都會有電流和電壓的顯示裝置,當整流器運作一段時間後都需要調較。在ISO9000認證下,每間企業在一年內都需要調較所有生產設備和儀器。(圖三)是描述調較整流器的佈局。
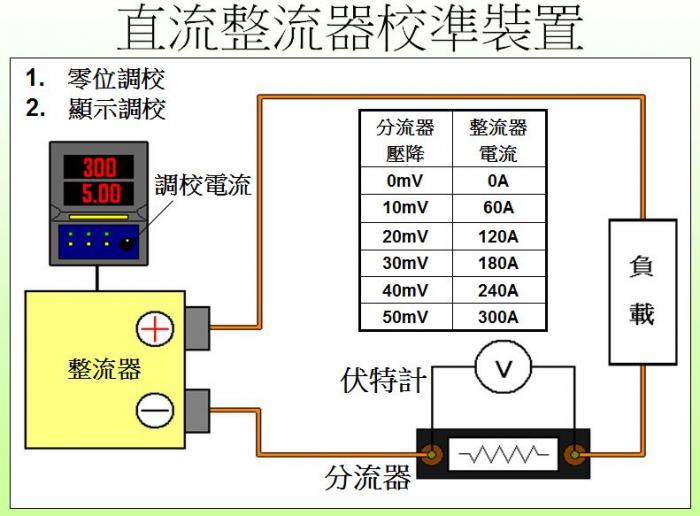
圖三
這個例子是調較一個輸出5V/300A的整流器,它需要以下兩件元件來進行調較。
E1. 分流器
要求是300A@50mV(0.25%),即如有300A電流通過它時,它頭和尾兩端的電壓降是50mV(毫伏)。
E2. 可測毫伏單位的萬用錶
注意,普通的簡陋整流器在機身外是沒有調較的方法,只有高檔的整流器才配置機外調較介面,步驟如下:
i) 將所有元件如圖接上
ii) 首先調較整流器「零位」,即整流器設定在無輸出狀態下,如顯示錶仍顯示有電流,則將之調較至0電流。
iii) 當「歸零」調較後,開始調較顯示電流。首先選定調較電流,一般會選擇2/3的最高額定電流,為方便操作,300A整流器選擇180A作為調較點。建議不要選擇最高額定電流300A作為調較點。
iv) 從分流器的壓降表上,可以看出在180A電流通過分流器時,它的壓降是30mV。這時不需要理會顯示錶的讀數,只需把整流器調節,使電流通過分流器,注視萬用錶的讀數。當它的數值在達到30mV時,馬上停止調節電流,因為它已確定流通的電流是180A,再看看顯示錶是否180A,如果不是的話,調較它至180A,這樣整個步驟就完成了。
v) 這亦可以進一步檢測整流器的精準度如何,從分流器的壓降表上計算出來。因為調較點是180A,這時可以看看當調節電流到分流器的壓降到40mV時,如精準的話顯示錶應該會顯示240A,如果顯示有偏差,那就是它精準度的百分比了。這個調較方法都是根據歐姆氏定律來進行:
V=IR , 分流器壓降 = 通過電流 X 分流器內阻
F. 在飛巴的頭尾兩端接駁電纜時,兩端電纜的長度是否需要一致?
在線路板鍍銅的鍍槽銅巴上,因為機械的設計,整流器只可以放在任何一端,一般鍍槽長度都長4至6米之間,如果兩端的電纜都是同一長度的話,其中一端的電纜就會超長4至6米,有一些企業負責設備的員工,會把過剩長度的電纜捲成蛇餅達到整齊的效果,這個安排是非常不當,因為在整個回路存有一個線圈,而這線圈會導致整流器的輸出產生振蕩,形成階振,會產生交流電壓,導致電鍍質量下降。這個安排亦可以用歐姆氏定律來解決,其實電纜的長度並不重要,兩條電纜的內阻(R)才重要。大家要求相等的長度只不過是保證它們的內阻是一樣罷了。
大家可以在兩條不同長度的電纜,只需將長的一條電纜的導電橫切面增大就可以了。雖然兩條電纜長度不一,但它們的內阻(R)都是一樣,效果都是等同。這樣做,改善了設備的構造,亦減少電纜的投資,亦將電纜內阻減少達致節能的效果。(見圖四)
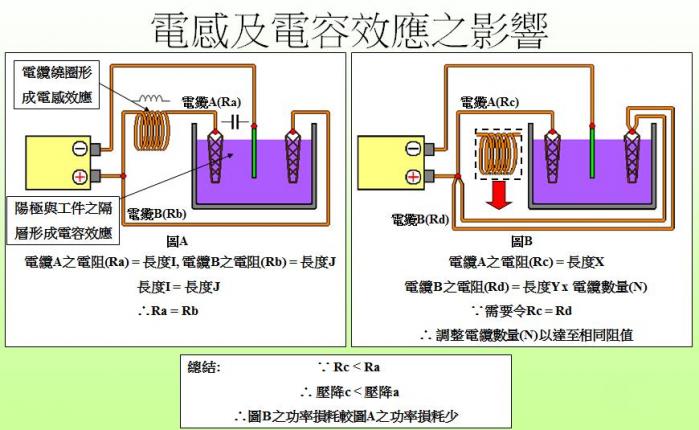
圖四
以上筆者所談及的內容,都是與歐姆氏定律有關。所以無論是定電流模式下的電壓;還是定電壓模式下的電流,其數值都取決於負載(R),並不能隨意改變。
依力柏電能有限公司
技術顧問
朱國雄先生